Laser cutting machines such as ours can accurately produce complex contours. The cut quality is mainly dependent on the training of operators and investment in laser cutting technology. The laser beam is on average 0.15 mm – or 0.006 in – diameter at the cutting surface. The power of the beam can be anywhere between 1000 to 2000 watts.
A Technological Industry
Laser cutting takes direct input in the form of electronic data from a CAD (computer-aided design) drawing to produce flat form parts of great complexity. Specialists at St. Ann’s have years of experience working with Radan, our chosen nesting software. Lasers work best on materials such as carbon steel or stainless steels. Metals such as aluminum or copper alloys are more difficult to cut for most UK sheet metal companies. Their ability to reflect the light as well as absorb and conduct heat makes them problematic and requires a far more powerful laser. As one of the UK’s leading sheet metal service companies, we understand the need for leading innovation in the industry. For our Fibre Laser Cutting Machine copper is simple. With fibre optic laser technology we are able to cut brass, copper and bronze. Though this being the case, thermal conductivity draws in heat from the laser meaning we have to use a lot of power. As a concerning prospect, and keen to keep up with technology in alternative power solutions, St. Ann’s Sheet Metal invested in solar panels for our Nottingham based factory. We now use this resourceful technology to help power our Fibre Laser Cutting Machinery.
Minimum Radius
The minimum radius for slot corners is 0.75 mm or 0.030 inches. Unlike blanking, piercing, and forming, the normal design rules regarding minimum wall thicknesses and minimum hole size (as a percent of stock thickness) do not apply. The minimum hole sizes are related to stock thickness and can be as low as 20% of the stock thickness. With a minimum of 0.25 mm – 0.010 in – for up to 1.9 mm – 0.075 in.
CNC Punching
Laser cutting is naturally complementary to the CNC (computer numerical control) Punching process. The CNC/Turret process can produce internal features such as holes, whereas the laser cutting process can produce external complex features.
How does Laser Cutting work?
The St. Ann’s Sheet Metal Process
Laser cutting works by melting, burning or vapourising the material. An assist gas is employed to ‘clear’ the cut zone of the excess material left over, or the gas vapour. In the early days of laser cutting the setting of the laser to produce the desired effect was very much a manual process and very complex. Experts at St. Ann’s have continually moved with the times. From manually programming ‘G-code’ to becoming trained experts on Radan software.
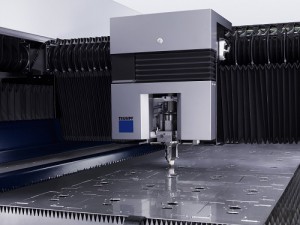
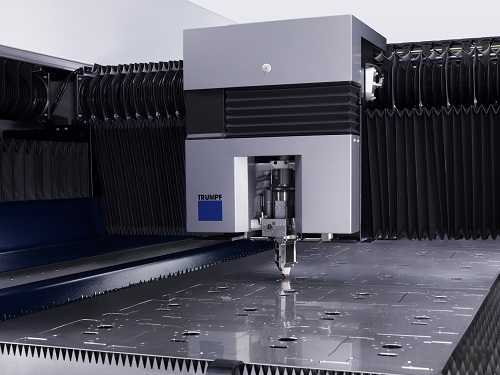
Primary Functions of Laser Cutting Machinery
The laser cutting process is very complex and contains numerous process variables. In its most basic form, it involves pre-piercing the material outside the area of desired cut and moving the laserbeam into the cutting area to apply heat. Finally an assist gas is used to remove the heated material and reveal the cut. The type of gas employed is another process dependant variable as it depends on the material to be laser cut. The most commonly used assist gasses are Oxygen for carbon steels, Nitrogen for non-ferrous steels & non-metals and Argon for more exotic materials such as titanium. We also have the capability to cut in Compressed Air on most materials of 2mm thickness or less.
Operator Training
The latest machines now come with many common parameters pre-programmed, allowing for much easier setting. However the variations in batches of material often lead to serious issues in cut quality when operators are not trained. Training at St. Ann’s is always a big priority and we regularly train and qualify members of the team, regardless of prior experience. Operators require many hours of training to run a laser efficiently and economically.
Limitations of Laser Cutting Sheet Metal
Technological & Regulatory Limitations
The cut-edge quality achievable with laser cutting depends on the type of material and the thickness. As the thickness increases the striations on the cut-edge become more prominent. Striations are lines on the cut-edge where the molten zone meets the cool zone. These striations affect the tolerance achievable.
Example
In 2mm mild steel we would offer +/-0.1mm accuracy
In 10mm steel the repeatable tolerance would increase to +/-0.2mm
At 20mm we would be maintaining +/-0.4mm
Because a laser is made up of photons, parts of its energy can be reflected away by materials such as aluminum and copper alloys. These materials are also thermal conductors, meaning they distribute incoming heat more evenly throughout their volume. For this reason, carbon alloy and stainless steel are popular workpiece materials for laser cutting. They are poor at absorbing heat, so heat is concentrated into the laser’s path more readily. Because the beams used in cutting are ‘class 4’ lasers, the machines are designed to ensure that human operators are never exposed to them directly. All the cutting is done inside the machine. Other limitations of laser cutting include the maximum thickness we’re able to cut, the amount of detail achievable, and the types of materials we are unable to cut. To get a full specification of the availability of services that you require, contact us directly and we can discuss the options available.
Contact St. Anns for Laser Cutting, CNC Punching and a full range of other Sheet Metal Services






 0115 9269649
0115 9269649 Email Us
Email Us Contact Us
Contact Us